單頭 8KW 滑臺(tái)式使用說明
一����、設(shè)備安裝說明
1、推盤安裝
材料:2 根不銹鋼導(dǎo)軌���、2 塊滑臺(tái)鋁板���、2 塊側(cè)面擋塊
1.1 每 根 不 銹 鋼 導(dǎo) 軌 有 兩 顆 M8 的 內(nèi) 六 角 螺 絲 , 如 圖
(
)先把螺絲擰下來待用���,把不銹
鋼 導(dǎo) 軌 放 置 在 機(jī) 架 上 L 型 角 鐵 上 �, 擰 下 螺 絲 孔 位 與 L 型 角 鐵 腰 形 孔 對(duì) 齊 �����, 如 圖
(
)對(duì)齊孔位后把擰下螺絲穿過 L 型角鐵與不銹鋼到位連接����,先不需要把螺絲擰緊。
1.2 把不銹鋼導(dǎo)軌兩端的 M8 螺絲擰下來���,再把側(cè)面擋板固定孔位與不銹鋼導(dǎo)軌兩端孔位對(duì)
齊��,(注意:擋塊一側(cè)有橡膠墊�,有橡膠墊朝內(nèi)安裝),把擰下來螺絲與側(cè)面擋塊固定�,螺絲先不擰緊。
1.3 待不銹鋼導(dǎo)軌安裝到位后��,把兩邊推盤放置在不銹鋼導(dǎo)軌上��,(注意:滑臺(tái)推盤側(cè)面安
裝把手�,有把手這面朝機(jī)器正前方);滑臺(tái)板四角上彈簧支架滾輪���,滾輪在導(dǎo)軌滑行�。
1.4 左右滑臺(tái)輕輕移動(dòng)至下工作臺(tái)中心位置�,觀察兩塊推盤高度及前后是否對(duì)齊,若有誤差
可輕輕移動(dòng)軌道位置調(diào)整����,確保滑臺(tái)板在軌道滑行順暢并未與下臺(tái)面發(fā)生碰撞即可�,此時(shí)就
可以固定不銹鋼導(dǎo)軌與 L 型角鐵的螺絲,把滑臺(tái)板移動(dòng)至側(cè)面擋塊位置��,把側(cè)面擋塊螺絲擰
緊即可完成滑臺(tái)的安裝�。
2����、電子管安裝
2��、1 先把機(jī)器的正前面及兩側(cè)側(cè)門都打開�����,就可看見一個(gè)大圓桶��,我們的電子管要放置在
大圓桶中心底座上��,如圖(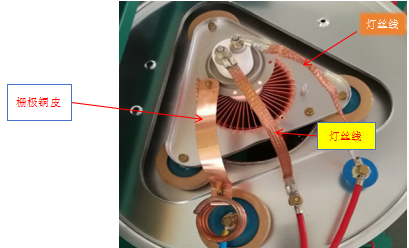 )注意(燈絲線之間沒有正反�����,但是不能接觸在一起)
)注意(燈絲線之間沒有正反�����,但是不能接觸在一起) 2.2 電子管放入三腳底座內(nèi)���,可以自行調(diào)整位置,方便燈絲線及柵極銅皮連接�,用兩個(gè) M10扳手把燈絲線與電子管頂端的螺絲固定擰緊,再用 M7 扳手把柵極銅皮與電子管上螺絲擰緊(如上圖)
3���、火花管安裝
3.1 把機(jī)器頂蓋的安全門打開�,可以看到一塊豎起來的線路板,在線路板旁邊有一塊陶瓷底座并可以看到四個(gè)小孔�����。
3.2 火花管有四個(gè)腳(其中有兩個(gè)腳粗����,兩個(gè)腳細(xì)),我們應(yīng)該注意陶瓷底座上大小孔位并對(duì)應(yīng)孔位插入火花管
3.3 線 路 板 上 有 一 個(gè) 白 色 陶 瓷 高 壓 帽 ���, 我 們 把 高 壓 帽 與 火 花 管 連 接 即 可 ����, 如 圖( )
) 4��、氣源接入法
4.1 把 外 徑 M10 氣 管 直 接 插 入 到 設(shè) 備 氣 壓 表 上 即 可 ����。 如 圖( )
) 5、電源接線法
5.1 本機(jī)需要接入國(guó)標(biāo) 4 平方的三相四線的電纜線�,其中三根火線,一根零線�;配 36A 的斷路器開關(guān),使用不帶漏保的空氣開關(guān)。
二��、設(shè)備使用說明
1��、操作界面按鍵介紹
2���、模具安裝與調(diào)校
2.1 模具可以固定在上壓板上或者活動(dòng)手拿定位
2.2 模具安裝后����,可關(guān)閉控制面板上的自動(dòng)開關(guān)�,點(diǎn)動(dòng)下降按鈕���,此時(shí)機(jī)頭會(huì)點(diǎn)動(dòng)下降��,使模具與下工作臺(tái)接觸����,觀察模具與工作臺(tái)之間平整度�,若出現(xiàn)不平整可以調(diào)節(jié)水平板上的四個(gè)平衡把手。直到模具調(diào)整水平即可���。(調(diào)節(jié)模具水平時(shí)可以把氣壓調(diào)小至 0.2MPa 左右)
2.3 當(dāng)模具調(diào)整平整后����,我們按上升把模具抬起,再把滑臺(tái)推到位�,點(diǎn)動(dòng)下降使模具與滑臺(tái)接觸壓緊,開始調(diào)整設(shè)備正前方的接地銅片高度使接觸銅皮與滑臺(tái)板接觸可靠����。
2.4 調(diào)整好接地銅皮高度后,點(diǎn)動(dòng)上升按鈕使模具抬起�����。(注意:模具平度調(diào)整完成后把氣壓調(diào)整至 0.6MPa)
3�、時(shí)間調(diào)整方法
3.1 控制面板上有 4 個(gè)時(shí)間可以旋轉(zhuǎn)調(diào)節(jié)時(shí)長(zhǎng),透明塑料殼上有一個(gè)紅色指針��,當(dāng)我們調(diào)整指針至數(shù)字幾就是幾秒��,正常時(shí)間范圍:延時(shí)時(shí)間是 1-1.5S���;熔接時(shí)間:4-6S 定型時(shí)間:2-3秒�����;上升時(shí)間:1-1.5S如圖:
4�����、電流調(diào)整方法
4.1 在調(diào)整電流時(shí)先在滑臺(tái)板上墊一層或者兩層絕緣材料(可選高溫布�����、青稞紙����、絕緣膜等),再在絕緣膜上把產(chǎn)品定好位置����。
4.2 在控制面板上打開自動(dòng)開關(guān)及高周開關(guān)����,再輕輕按一下急停按鈕;此時(shí)我們可以輕輕把滑臺(tái)推進(jìn)到位�����,機(jī)頭會(huì)自動(dòng)下降開始焊接�。
4.3 剛啟動(dòng)時(shí)我們電流只有 0.2A,此時(shí)我們要加大同調(diào)器的數(shù)值�,需要根據(jù)模具的大小來慢慢調(diào)整,直到我們產(chǎn)品壓出花型效果 OK , 如 圖( )
) 4.4 當(dāng)我們調(diào)整到合適的電流值時(shí)����,此時(shí)我們的同調(diào)器就不需要再調(diào)整,只需要產(chǎn)品定制移動(dòng)滑臺(tái)即可焊接���。
4.5 如果出現(xiàn)電流不穩(wěn)定時(shí)���,我們要考慮氣壓壓力不穩(wěn)定或者輸入電源電壓不穩(wěn)定等。
4.6 當(dāng)我們更換新的模具時(shí)�����,一定要先把模具平整度調(diào)水平后���,再把同調(diào)器選擇至 0 位�,確保電流最小后再慢慢加大�����。
三�、常見故障處理方法
1、模具打火處理方法
1.1 當(dāng)我們模具出現(xiàn)打火后及時(shí)用酒精清洗干凈���,若絕緣膜有燒壞情況及時(shí)更換絕緣膜材質(zhì)�����。
2���、模具打火的原因
2.1 模具調(diào)整水平不平整
2.2 同調(diào)器電流調(diào)至過大
2.3 產(chǎn)品表面不干凈